GGBet (ГГБет) – офіційний сайт онлайн казино
Отримати бонус🎁
У сфері гемблінгу GGBet казино визнається як одне із кращих для справжніх азартних ентузіастів. Цей ігровий портал пропонує розмаїття розваг, починаючи від класичних ігрових автоматів і закінчуючи захоплюючими настільними іграми.
| ⚡️Ліцензія КРАІЛ | № 128 від 08.08.2023 |
| 🎁Бонус | 1500 EUR + 500 FS |
| 💰Мін ставка | 1 грн |
| 💳Мін депозит | 28 грн |
| 💵Валюта | 100 грн |
| 📱 Мобільний додаток | Доступно для Android |
| ⌛️Час виведення виграшу | 1-24 години |
| 🎰Кількість ігор | 1300+ |
| ☎️ Служба підтримки | онлайн чат, телефон або email |
Випробовувати свою удачу в GGbet casino – це відкриття для істинних шанувальників азарту, де можливості виграшу стають реальністю завдяки вигідним бонусам і високим шансам на успіх. В даній статті ми розглянемо ключові аспекти гри в онлайн-казино GG Bet і розкриємо багато переваг, які роблять цю платформу ідеальним вибором для інтернет-гравців. Приготуйтеся до захопливої подорожі у світ азартних розваг з GG Bet!
Особливості GG Bet в Україні
ГГбет казино – визнана ігрова площадка, яке привертає увагу азартних гравців із всього світу. Якщо ви в пошуках ідеального казино, GGBet пропонує ряд унікальних характеристик, які роблять його особливим. Ми ретельно розглянемо ключові аспекти, щоб ви могли прийняти обгрунтоване рішення щодо того, чи варто випробувати свою удачу на цій платформі. У таблиці нижче представлені основні характеристики, які допоможуть вам оцінити, наскільки це казино відповідає вашим уподобанням та очікуванням.
| ✅Репутація | ГГбет насичений чесною репутацією та задоволенням гравців |
| 🎰Ігри | Різноманітне портфоліо ігор, включаючи слоти та настільні ігри. |
| 🎁Бонуси та Акції | Вигідні бонусні пропозиції та регулярні промоакції для гравців. |
| 🇺🇦 Ліцензія | Наявність ліцензії КРАІЛ № 128 від 08.08.2023, що гарантує законність та чесність гри. |
| 📞Служба Підтримки | Професійна служба підтримки, готова допомогти в будь-який момент. |
Офіційний сайт казино GGbet
На сайт⇒
Сайт вражає своїм сучасним та стильним дизайном. Використання темних відтінків з помаранчевими акцентами створює впізнаваний та лаконічний вигляд, додаючи атмосферу азарту та підкреслюючи професійний характер казино.
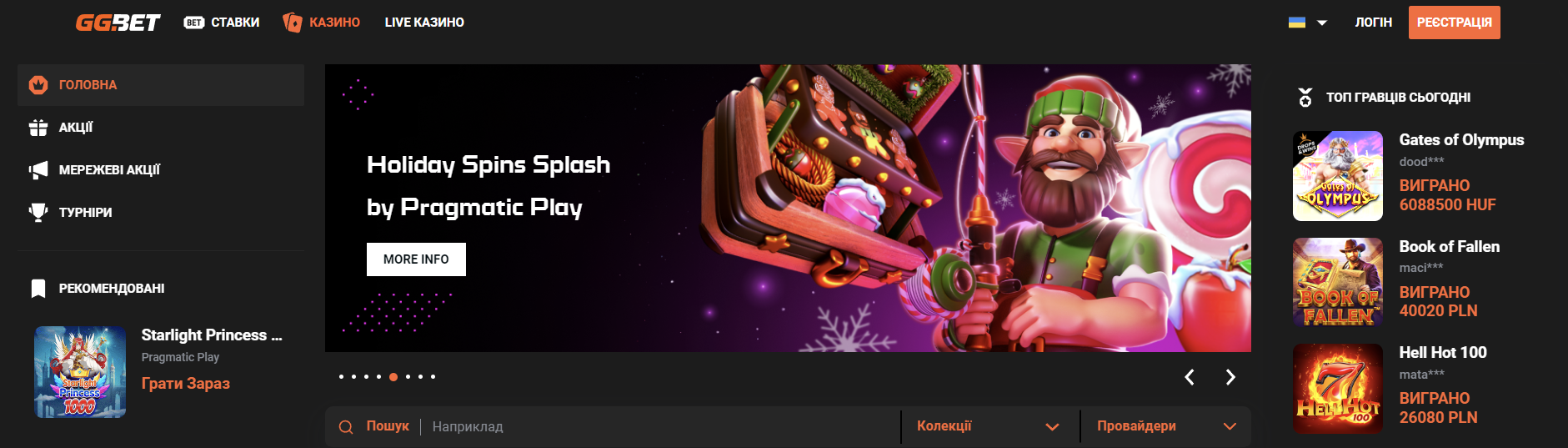
Навігація на сайті GGBet є інтуїтивно зрозумілою та зручною. Головне меню, розташоване у верхній частині сторінки, містить ключові розділи, такі як “Спорт”, “Казино”, “Кіберспорт”, “Промоакції” та інші. Це дає користувачам змогу легко переміщатись між секціями та знаходити цікаві інформаційні блоки.
Різноманітні категорії та вкладки на сайті GGBet гарантують різнобарвні азартні розваги. Розділ Казино пропонує ігри від провідних розробників, включаючи слоти, настільні ігри та лайв-казино. Акції, турніри та інша важлива інформація для гравців також легко доступні на сайті.
Дизайн сайту GGBet не тільки естетичний, але й функціональний. Елементи керування виділені для полегшення навігації. Мінімалістичний та сучасний дизайн сприяє концентрації на грі, уникаючи зайвих деталей.
GGBet casino також пропонує мобільну версію сайту, забезпечуючи доступність ігор на смартфонах та планшетах. Мобільний додаток дозволяє гравцям насолоджуватися азартом в будь-який час та в будь-якому місці.
Вхід і Реєстрація в GGBet Казино
Для тих, хто шукає захоплюючі азартні розваги, в GGBet Казино доступні прості та швидкі опції входу та реєстрації. Цей ігровий портал пропонує унікальний досвід гри, але для початку, вам потрібно увійти або створити обліковий запис. Давайте розглянемо, наскільки це легко та зручно.
Вхід до особистого кабінету
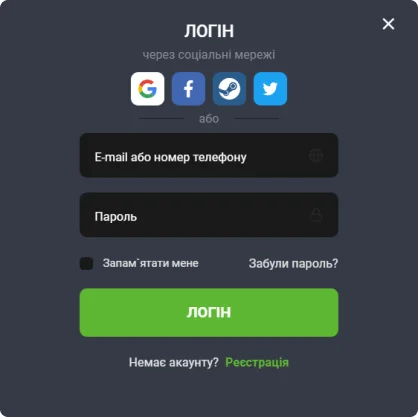
Щоб розпочати свою азартну подорож, слід дотриматися простих кроків для входу на офіційний сайт казино GGBet:
- Відкрийте браузер: Запустіть ваш інтернет-браузер та введіть адресу сайту GGBet.
- Натисніть “Вхід” або “Login”: Знаходячись на головній сторінці, знайдіть та натисніть кнопку “Вхід” або “Login”.
- Введіть дані: У вікні введіть свій логін і пароль, які ви використовували при реєстрації. Якщо забули пароль, скористайтеся функцією відновлення.
- Натисніть “Увійти”: Після введення даних натисніть кнопку “Увійти”. Ви будете перенаправлені на свій обліковий запис.
Реєстрація на сайті
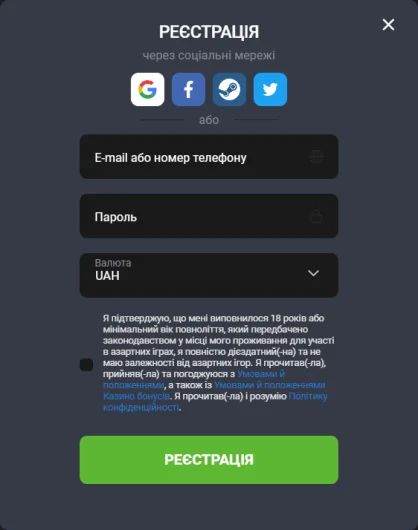
Для тих, хто ще не має облікового запису на GGBet, процес реєстрації також максимально простий:
- Відкрийте сайт: Зайдіть на офіційний сайт GGBet казино у вашому браузері.
- Натисніть “Реєстрація” або “Sign Up”: На головній сторінці знайдіть та натисніть кнопку “Реєстрація” або “Sign Up”.
- Заповніть реєстраційну форму: Надайте інформацію, включаючи ім’я, прізвище, адресу електронної пошти, дату народження та країну проживання. Виберіть унікальний логін та пароль.
- Підтвердьте свій обліковий запис: Після заповнення форми, вам може знадобитися підтвердити свій обліковий запис через електронну пошту.
Відновлення паролю
Якщо забули пароль, відновити його також просто:
- Перейдіть до сторінки входу: Відкрийте сторінку входу на сайті GGBet.
- Натисніть “Забули пароль?”: Знаходячись на сторінці входу, знайдіть опцію “Забули пароль?” або “Forgot Password” та клацніть по ній.
- Введіть свій email: Введіть адресу електронної пошти, яку ви використовували при реєстрації, та слідуйте інструкціям, надісланим на пошту, щоб відновити пароль.
Азартні ігри в ГГBet Казино
Грати онлайн
Онлайн казино GGBet пропонує широкий спектр азартних ігор, які влаштують гравців найрізноманітнішим смакам. Розгляньмо різноманіття азартних розваг, які доступні на платформі GG Bet.
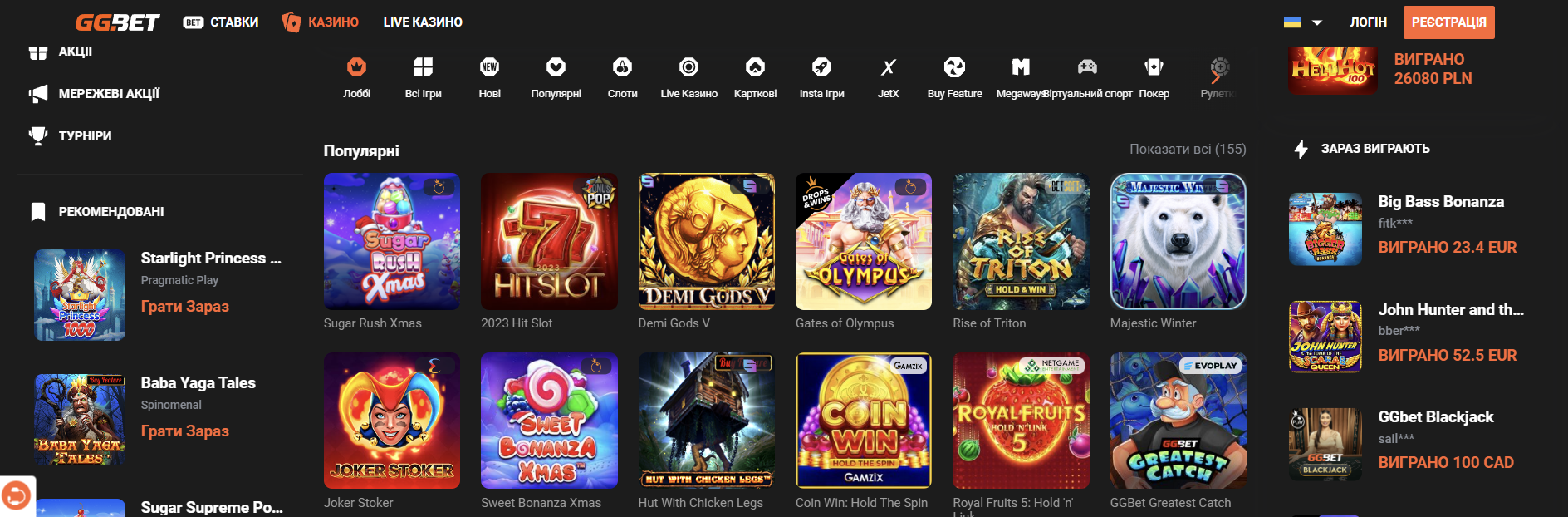
Класичні онлайн слоти
Класичні слоти завжди залишаються улюбленими серед гравців. Вони пропонують простий та зрозумілий ігровий процес, а також можуть приносити великі виграші. На GG Bet вас чекає різноманіття класичних слотів із різними темами та стилями.
Ігрові автомати Megaways
Megaways – це інноваційний формат слотів, який надає тисячі способів виграти. Слоти Megaways на GGBet обіцяють захоплюючі ігрові сесії та можливість отримання виграшів, про які ви могли лише мріяти.
Ігри Buy Feature з бонусними раундами
Щоб прискорити доступ до бонусних раундів та фриспінів, ігри з функцією Buy Feature дозволяють вам одразу перейти до захоплюючих бонусних можливостей та збільшити шанси на великі виграші.
Покер
Покер – це гра, яка вимагає стратегії, аналізу та психологічної гостроти. В казино ви знайдете різні варіації покеру, включаючи Техаський Холдем та Омаху, і зможете поборотися з гравцями з усього світу.
Блекджек
Блекджек, також відомий як 21, – це гра, де ваша мета наблизити суму ваших карт до 21, не перевищуючи цю цифру. Сайт пропонує різноманітні варіації блекджека з різними ставками та правилами.
Рулетка
Рулетка – класична азартна гра, де кулька визначає переможця. Ви можете випробувати свій успіх у різних варіантах рулетки.
Баккара
Баккара – ще одна гра, яка користується популярністю серед азартних гравців. GGBet надає можливість насолоджуватися грою в баккару у різних варіаціях.
Колесо Фортуни або Wheel of Fortune
Колесо Фортуни пропонує унікальний та захоплюючий досвід, де ви можете виграти великі призи залежно від того, де зупиниться стрілка.
Live казино GGBet
Live казино дозволяє вам поринути у атмосферу справжнього казино, граючи з живими дилерами. Це створює відчуття присутності в реальному казино. З ГГбет, ви можете насолоджуватися цією унікальною гральною атмосферою.
Бонуси та акції казино
GGBet casino, видаючи себе як лідера серед онлайн казино, створює особливі умови для своїх гравців, надаючи генерозні бонуси та акції, які роблять гру надзвичайно захоплюючою та вигідною. Давайте розглянемо ключові gg bet bonus.
Вітальний бонус
GGBet ласкаво вітає нових гравців, даруючи їм вигідний старт. Вітальний бонус розділений на чотири етапи:
| Депозит | Сума депозиту | Бонус | Фриспіни | Сума бонусу |
|---|---|---|---|---|
| 1️⃣ Перший | 200 ₴ | 100% | 75 фриспінів у слоті Big Bass Splash | 15000 ₴ |
| 2️⃣ Другий | 300 ₴ | 125% | 100 фриспінами у слоті Book of GGBet | 6000 ₴ |
| 3️⃣ Третій | 300 ₴ | 150% | 100 фриспінів у слоті Gates of Olympus | 9000 ₴ |
| 4️⃣ Четвертий | 450 ₴ | 175% | 225 фриспінів у слоті Hot Volcano | 15000 ₴ |
Щотижневий бонус
Гравці GGBet можуть регулярно насолоджуватися щотижневим бонусом, отримуючи +150% на депозит та 65 фриспінів кожного тижня.
| Депозит | Бонус | Фриспіни |
|---|---|---|
| ⚡️ від 150 ₴ до 450 ₴ | 100% | 35 фриспінів у The Dog House (Pragmatic Play) |
| ⚡️ від 150 ₴ до 450 ₴ | 130% | 45 фриспінів у Book Of Demi Gods 4 (Spinomenal) |
| ⚡️ від 1 500 ₴ | 150% | 65 фриспінів у Big Bass Splash (Pragmatic Play) |
Бонус вихідного дня
У вихідні GGBet пропонує особливо вигідний бонус, який дарує до 500 EUR та 60 фриспінів кожного вихідного дня.
| Депозит | Бонус | Фриспіни | Макс. Бонус |
|---|---|---|---|
| 🔥1 депозит | 125% | 40 фриспінів у Joker Stoker (Endorphina) | 6000 ₴ |
| 🔥3 депозити | Середня сума депозитів | 50 фриспінів у Hell Hot 100 (Endorphina) | 9000 ₴ |
| 🔥5 депозитів | 100% від депозитів | 60 фриспінів у Sweet Bonanza (Pragmatic Play) | 15000 ₴ |
З цими бонусами та акціями від GGBet, кожен гравець може відчути справжню радість від ігрового процесу та максимально збільшити свої виграші.
Встановити мобільний додаток GGbet
Завантажити .apk
У сучасному світі технологій азартні ігри стають більш доступними, ніж будь-коли раніше. Тепер ви можете насолоджуватися азартом просто зі свого мобільного пристрою, будь то смартфон або планшет. GGBet розуміє, наскільки важливою є зручність для своїх гравців, і тому надає мобільний додаток, який дозволяє насолоджуватися казино в будь-який час та в будь-якому місці. Давайте розповімо, як завантажити та встановити мобільний додаток GG Bet, щоб ваш азартний досвід був ще захоплюючішим.

Граючи в казино за допомогою мобільного додатку, ви отримуєте максимальний комфорт та задоволення. Ось кілька переваг використання мобільного додатку:
- Легка установка: Процес встановлення мобільного додатка на ваш пристрій є простим та швидким. Ви можете завантажити програму як для пристроїв з операційною системою Android, так і для пристроїв iOS.
- Мінімальне споживання пам’яті: Мобільні програми GG Bet не вимагають багато місця на вашому пристрої, що означає, що ви можете насолоджуватися азартом, не перейматися проблемами з пам’яттю.
- Завжди під рукою: З мобільним додатком казино завжди під рукою. Неважливо, де ви знаходитеся – у дорозі, на роботі чи вдома – достатньо відкрити програму на вашому пристрої та почати грати.
Як завантажити мобільний додаток GG Bet
Для Android
- Дозвольте інсталяцію з невідомих джерел: Перейдіть до налаштувань вашого пристрою та дозвольте інсталяцію програм з невідомих джерел.
- Завантажте файл .apk: Відвідайте офіційний сайт GG Bet з мобільного пристрою та знайдіть розділ “Мобільний додаток”. Завантажте файл .apk мобільного додатка.
- Встановіть програму: Запустіть завантажений файл .apk і слідуйте інструкціям для встановлення мобільної програми GGBet на вашому пристрої.
- Увійдіть до облікового запису: Після встановлення програми увійдіть до свого облікового запису ГГBet за допомогою логіну та пароля.
Для iOS
- Відвідайте App Store: Відкрийте App Store на своєму пристрої.
- Знайдіть програму GGBet: Введіть “GG Bet” у пошуковому рядку та знайдіть мобільний додаток казино.
- Встановіть програму: Натисніть “Встановити”, щоб розпочати інсталяцію програми.
- Увійдіть до облікового запису: Після встановлення програми увійдіть до свого облікового запису GG Bet за допомогою логіну та пароля.
Завдяки мобільному додатку, ви зможете насолоджуватися улюбленими азартними іграми в будь-якому місці та в будь-який час, забезпечуючи собі максимальний рівень комфорту та розваги.
Мобільна версія GGBet
Перейти на сайт
Відтепер гравці GGBet можуть насолоджуватися азартними розвагами у будь-якому місці та часі завдяки мобільній версії сайту казино. Розглянемо причини, чому саме мобільна версія ГГбет казино є найвигіднішим вибором для збагачення вашого азартного досвіду.
- Доступність з будь-якого пристрою: відкриває вам доступ до світу азарту в будь-який момент і з будь-якого місця. Неважливо, чи користуєтеся ви смартфоном або планшетом, Android чи iOS, мобільна версія GG Bet гарантує зручність та швидкий доступ до улюблених ігор на гроші.
- Зручність та інтуїтивність: Ключовою перевагою є її зручність та інтуїтивна навігація. Сайт адаптований для сенсорних екранів, що робить гру більш комфортною та приємною. Навіть якщо ви новачок у використанні мобільних додатків, ви легко знайдете всі необхідні функції та ігри.
- Функціональність на найвищому рівні: GG Bet Україна не поступається функціональністю десктопної версії. Усі ваші улюблені ігри, способи поповнення рахунку та зняття коштів, а також акції та бонуси доступні в мобільній версії. Це означає, що вам не доведеться адаптуватися до нової платформи – ви можете відразу почати грати та вигравати.
- Оптимізація для мобільних пристроїв: платформа була спеціально розроблена, враховуючи особливості мобільних пристроїв. Сайт оптимізований для швидкого завантаження, мінімального споживання трафіку та максимального задоволення від гри. Навіть при повільному інтернет-з’єднанні ви зможете насолоджуватися плавним та якісним ігровим досвідом.
Як зробити депозит GGBet
Перш ніж почати грати на реальні гроші в GGBet, поповніть свій ігровий рахунок, використовуючи наступні методи:
- Платіжні картки: Використовуйте банківські кредитні чи дебетові картки, такі як Visa та MasterCard.
- Банківські перекази: Здійсніть банківський переказ на свій ігровий рахунок для традиційного методу.
- Платіжні системи: GG Bet Casino підтримує різні платіжні системи, включаючи Google Pay, Apple Pay та інші сучасні варіанти.
- Криптовалюти: Для анонімних та швидких транзакцій GGBet приймає платежі в криптовалютах, таких як Bitcoin і Ethereum.
Зарахування коштів відбувається миттєво, дозволяючи вам негайно насолоджуватися грою. Обрана вами валюта операцій використовуватиметься для депозитів та виведення виграшів.
Виведення Грошей з GGBet
Для виведення своїх виграшів з казино GG Bet, скористайтеся тим же методом, яким ви користувалися для внесення депозиту. Це заходи безпеки, спрямовані на запобігання фінансовим шахрайствам.
- Час виведення: Час отримання виграшів на ваш рахунок залежить від обраної платіжної системи. Зазвичай це займає кілька годин, але може тривати кілька днів в залежності від умов платіжної системи.
- Ліміти на виведення: Важливо знати, що існують ліміти на виведення коштів. Одноразово ви можете вивести суму до 9000 євро або еквівалента цієї суми в іншій валюті. При виграші великої суми, виведення може вимагати кількох послідовних операцій.
- Підтвердження особистості: ГГбет казино може вимагати надання додаткової інформації чи підтвердження особи згідно з правилами казино. Це робиться для забезпечення безпеки фінансових операцій.
Надійність та Ліцензія GGBet
Компанія ТОВ ‘ГГБЕТ’ не лише професійно веде свою діяльність, але й на практиці доводить свою надійність та відповідальність. Успішно отримавши право на використання торгової марки GG.BET в Україні, компанія також завоювала ліцензію від Комісії з регулювання азартних ігор та лотерей (КРАЇЛ). Ці важливі кроки були підтверджені рішеннями №128 та №129 від 8 серпня 2023 року. Тепер GG Bet може гордитися статусом одного з трьох ліцензованих букмекерських операторів та онлайн казино в Україні, що вказує на високий рівень надійності та довіри, яким користуються гравці.
Служба Підтримки Гравців
Служба підтримки гравців в онлайн казино GGBet – це надійний інструмент, готовий прийти на допомогу за будь-яких обставин. Робота служби організована таким чином, щоб гравці могли звертатися за допомогою 24/7. Через онлайн-чат на сайті казино, електронні листи або телефонну гарячу лінію ви можете отримати оперативні відповіді на всі ваші запитання та вирішення проблем у режимі реального часу. Професійні оператори не лише допоможуть вам з технічними аспектами, але й нададуть докладну інформацію про акції та бонуси. Служба підтримки GG Bet присвячена забезпеченню найвищого комфорту та впевненості гравців, роблячи їхні азартні пригоди більш приємними та безпечними.